In recent years, aluminum extrusion has become an increasingly popular method for both the creation of new products and the production of those products. This popularity can be attributed to the ease with which the method can be applied. This widespread use is likely attributable to the simplicity with which the technique can be implemented. It is anticipated that there will be a rise in demand for aluminum extrusion of approximately 4% per year across the globe between the years 2019 and 2023. This rise in demand is expected to take place between the years 2019 and 2023. It is anticipated that this expansion in demand will carry on. These forecasts are courtesy of Technavio, which made them available to us. This article will provide an in-depth discussion of everything you need to know about extrusion aluminum, beginning with the fundamentals and progressing all the way up to more complex topics along the way. The discussion will begin with the fundamentals and progress all the way up to more complex topics along the way. The conversation will start with the basics and work its way up to more complicated subjects as it goes along. The basic concepts will serve as an introduction to the discussion, which will then progress to cover more advanced topics as it continues.
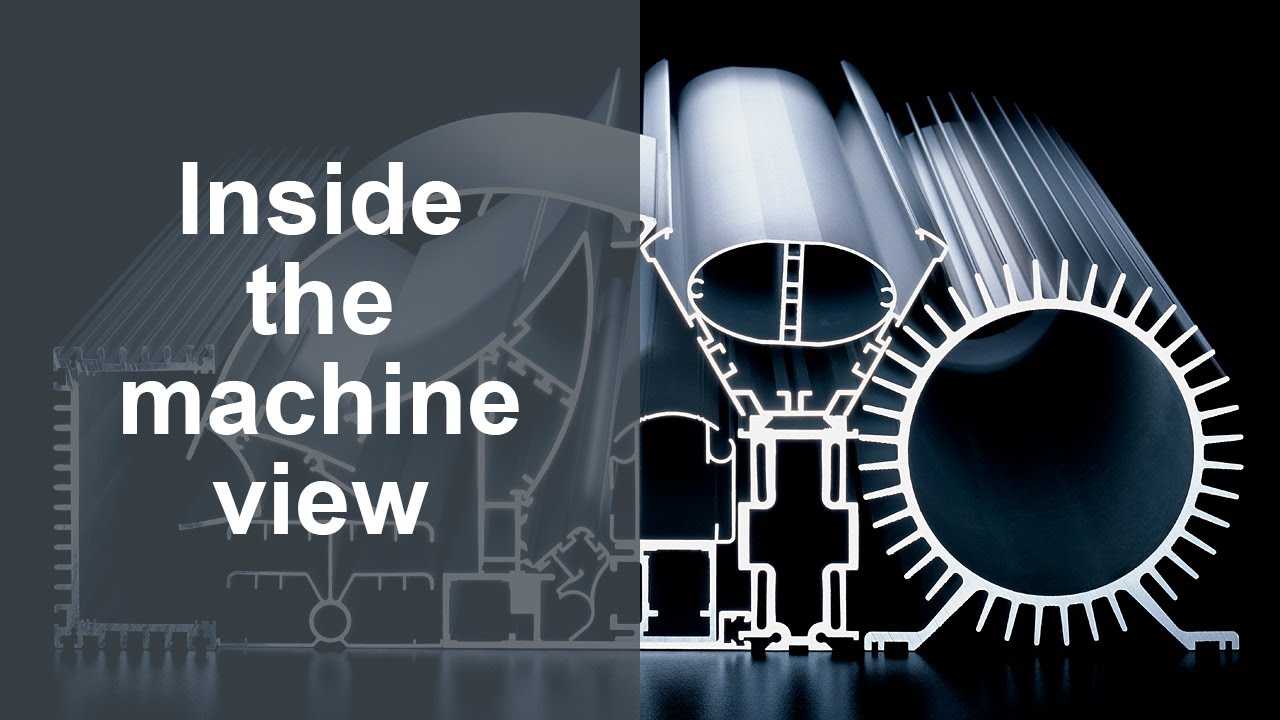
In order to extrude aluminum, a material made of aluminum alloy must first be forced through an extrusion die that has a predetermined cross-sectional shape. This action is taken in order to produce the results that are wanted in the end product. When talking about this process, people typically use the term "extrusion die."An enormous ram is used to press the aluminum through the die, and it eventually emerges from a hole that has been cut into the die. The hole is located on the opposite side of the die from where it entered. The hole can be found on the side of the die that is not adjacent to the opening through which the aluminum passed. When this occurs, it takes on the exact shape of the die and is moved along a runout table in preparation for the next round. The amount of pressure that is applied is analogous to the amount of pressure that is required when manually squeezing a tube of toothpaste. The amount of pressure that is applied is comparable to the amount of pressure that is exerted. When the tube is squeezed, the toothpaste will come out of the opening in the tube in the exact same shape as it was when it was contained within the tube. This will happen when the tube is squeezed.
The Origins of the Extrusion Method, Which Is Typically Employed with Aluminum
This method of production dates back further than a century, all the way to its more humble beginnings
Its origins can be traced back to simpler times
Joseph Bramah is credited with being the first person to develop the process that is now known as the extrusion procedure in the year 1797
Squirting was the name given to the process when it was first developed, and it was an operation that required manual labor up until 1820, when Thomas Burr completed production of the first hydraulic press
Since then, the process has been referred to as squirting
Squirting has become the common term for the process ever since it was first described
Since it was first described in detail, the process has been commonly referred to as squirting ever since then
In more recent times, a method that goes by the name of "hot extrusion" has been conceived and developed
The use of non-ferrous alloys in the extrusion process has become more common as a direct result of the aforementioned development
The construction of the first aluminum extrusion press in 1904 led to a significant increase in the number of industries that discovered uses for aluminum, which in turn led to a significant increase in the demand for aluminum
Construction and automobile manufacturing are two examples of these types of businesses that fall under this category
During the time of the world war, there was a significant increase in the amount of military hardware that was being manufactured, which led to an increase in the demand for extruded aluminum. In addition, there was a significant increase in the amount of aluminum that was being produced. Because of this, there was a rise in the availability of extruded aluminum. It was put to use in a vast array of applications for the military, one of which was the production of airplanes, amongst other things. Additionally, it was utilized in the development of new weapons systems. In addition to that, aluminium coil manufacturer was applied to the production of brand new types of weapon systems. The demand for extruded aluminum that had been used in the manufacturing industry in the past increased across a wider scope, which resulted in an expansion of the demand. As the years have gone by and we have gotten further along in life, it has started to feel more like a routine occurrence for both of us.
The extrusion process, which can be carried out on aluminum either directly or indirectly, can be thought of as a hybrid of the two processes because it can be carried out either way.
Direct and indirect processes are the two most common kinds of procedures that are used for aluminum extrusions. Direct processes have been used for aluminum extrusions longer than indirect processes. When it comes to aluminum extrusions, direct processes have been around for much longer than indirect processes. Direct processes have been around for a significantly longer period of time than indirect processes have when it comes to aluminum extrusions. On the other hand, when it comes to the process of indirect extrusion, the billet does not move in any way, shape, or form at any point or time during the process of indirect extrusion. This is true irrespective of the stage in the process that it is currently occupying. Following this step, the die assembly will begin to move in the opposite direction of the billet in order to generate the necessary pressure to force the metal through the die. This step is the first in a multi-step process known as die forging. Die forging is a multi-stage process, and this step is the beginning of the first stage. The subsequent sections will each devote more attention to analyzing that particular process, and as a result, each of these processes will be subjected to a more in-depth examination than the one that came before it. After that, a ram that is moving back and forth helps the metal as it makes its way through the die by assisting it along its path. This happens after the first step of the process. This is because the significance of the connection between their actions and the consequences of those actions
In addition, in order to reinforce the structure of the billet, machinists will frequently insert blocks made of a variety of materials into the space that exists between the ram and the billet. This is done for the purpose of making the billet stronger. This is done in order to ensure that the structure of the billet is not compromised in any way. This method is also known as a forward extrusion process by some people. This is due to the fact that both the aluminum billet and the ram move in the same forward direction. This is because both of these components move forward at the same time, which explains why this is the case.
The Steps Taken During the Production of Aluminum Using an Indirect Extrusion Processthe various processes that go into the production of aluminum via indirect extrusion the various processes that go into the production of aluminum via indirect extrusion
The direct process and the indirect process, which is also sometimes referred to as backward extrusion, are not the same thing. The direct process involves extruding the material in the forward direction. The extrusion of the material in a forward direction is an integral part of the direct process. The most common approach is the one that can be thought of as straightforward. In this particular circumstance, the billet and the container are both moving, whereas the die is remaining in its original position. However, the die itself does not move. The previously described activity is going to be carried out while using the die. The manufacturers will make use of a stem so that they can carry out this process in an effective manner in order to achieve the goals that they have set for themselves. As a direct result of this, an extremely high level of pressure is applied to the aluminum billet as it is being forced through the stationary die. This results in an extremely high level of pressure being applied to the aluminum billet.
The direct method causes a greater amount of friction than this method does, which ultimately results in a less accurate regulation of temperature. The direct method creates more friction than this method, which generates less. Throughout the entirety of the experiment, roughly the same amount of force was continuously applied, so it's possible that this is why the results are what they are.